技术信息
注塑成型分析细节
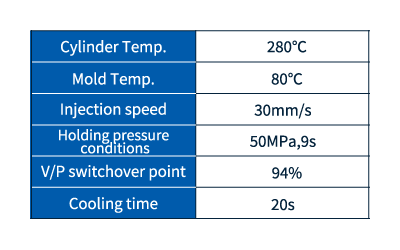
在注塑成型分析中,填充保压分析和翘曲分析是注塑成型过程中的重要模拟。
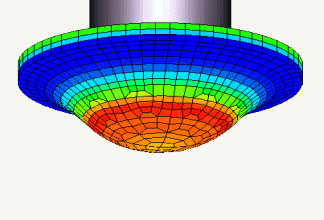
填充和保压分析
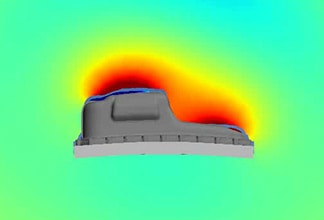
填充保压分析是模拟树脂如何流入模具(填充过程)以及随后的保压阶段(施加保压以抑制树脂收缩)的分析。具体来说,它侧重于以下几点:
- 填充解析:模拟树脂注入模具内型腔(决定成型品形状的空间)并填充型腔的情形。根据树脂的流动、流动速度、温度分布、压力分布等,判断能否成型以及适当和理想的成型条件。
- 保压分析:填充完成后,模拟施加保压压力以补偿树脂冷却和收缩的过程。检查是否有凹痕、空洞和缺料。
- 冷却分析:模拟模具内部由于热传导和热传递而产生的冷却行为。计算模具表面温度和树脂温度分布,并考虑冷却回路的布局和冷却剂的温度。可与填充和保压分析相结合。
.png)
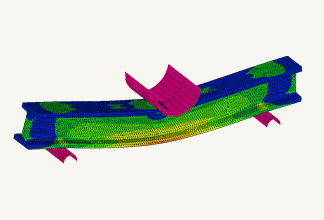
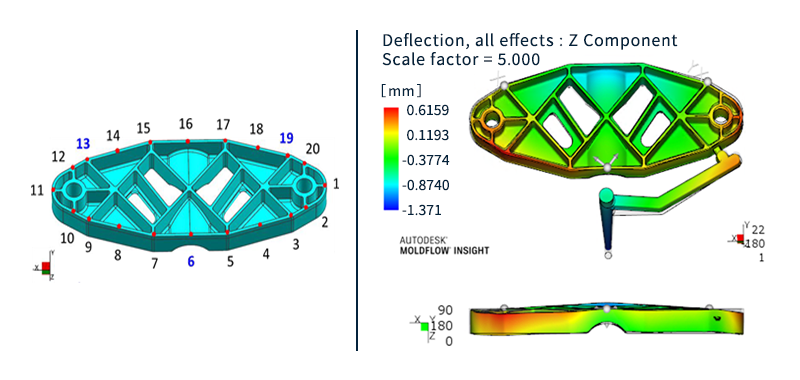
翘曲分析
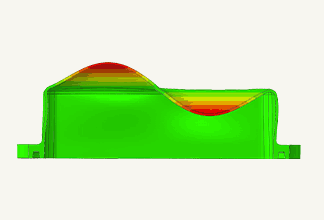
翘曲分析除了上述的填充、保压分析外,还对成型品在冷却过程中发生的翘曲进行分析,模拟树脂在注塑后冷却固化时,因收缩不均匀而产生的翘曲、变形。
- 翘曲分析:根据充填、保压、冷却分析的结果,预测成型品脱模后的收缩、翘曲。翘曲的原因可分为冷却差异、收缩差异、取向差异三类。一旦查明原因,即可考虑改变浇口位置或成型条件等解决方案。
.png)
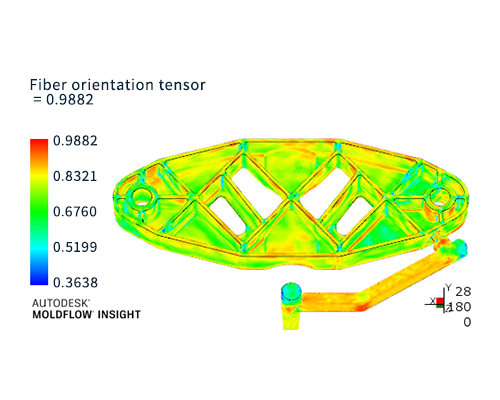
纤维取向评估
对于含有玻璃纤维的纤维增强树脂,考虑纤维取向非常重要,因为这会对产品性能产生显著影响。
为了了解纤维取向信息,从注塑成型分析中输出纤维取向张量。
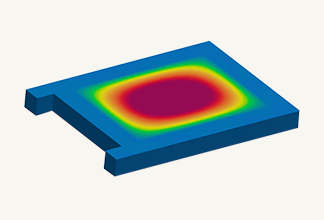
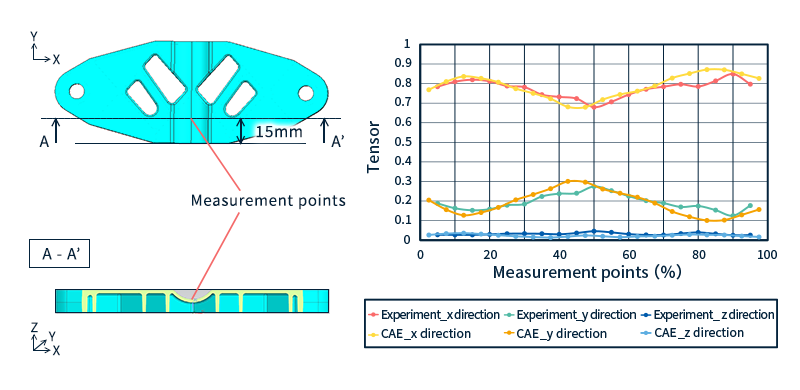
这里我们展示了如何使用平面测试片进行评估(图 4)。
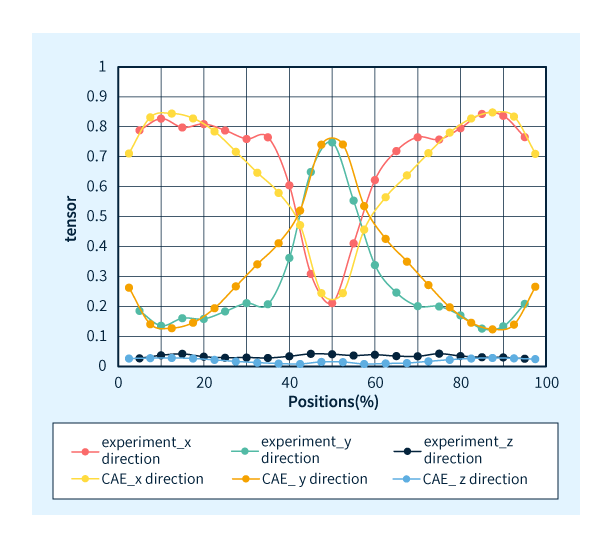
纤维取向张量是纤维取向的概率分布(0 到 1)。此处,纤维取向张量在三个方向上进行评估:x 轴、y 轴和 z 轴。随着张量值的增加(接近 1),意味着纤维在每个方向上的排列更加整齐。
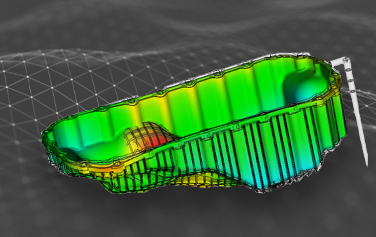
测定的纤维取向张力值,是根据用光学显微镜观察的评价位置的产品截面图像,采用独特的方法计算得出的。纤维取向张力是在成型品厚度方向上以5%的间隔计算得出的。图4的放大图中的棒状物和圆形物为玻璃纤维。
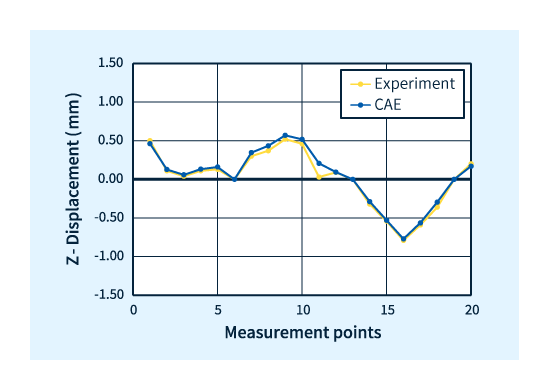
图5显示了纤维取向张量测量和从注塑分析中获得的分析结果。
可以说该分析能够预测实际的纤维取向张量。