
- ĐỨNG ĐẦU
- Nguyên lý cơ bản của CAE
- Phần 8 Ứng dụng cho ép phun có hỗ trợ khí
Loạt bài: Nguyên tắc cơ bản của phân tích CAE cho thiết kế sản phẩm nhựa
Phần 8 Ứng dụng cho ép phun có hỗ trợ khí
Trong số báo mô phỏng ép phun sử dụng CAE này, chúng tôi sẽ giới thiệu một ví dụ về ứng dụng ép phun có hỗ trợ khí.
Ngày cập nhật:
2024.01.10
|Ngày phát hành:
2024.01.10

Nội dung
| 1. Ép phun có hỗ trợ khí là gì? |
| 2. Mô phỏng thể hiện điều gì |
| 3. Thiết kế tối ưu sử dụng mô phỏng |
| 4. Luồng phân tích |
| 5. Tóm tắt |
Đúc phun hỗ trợ khí là gì?
Đúc phun có hỗ trợ khí là phương pháp ép phun trong đó khí hỗ trợ như nitơ được bơm ngay sau khi nhựa được bơm vào khuôn để tăng áp suất bên trong của sản phẩm đúc.
Ưu điểm của ép phun khí là hỗ trợ dòng chảy cho các bộ phận đúc lớn, nơi nhựa khó chảy. Vì áp suất bên trong được tăng lên bởi khí nên các vết cong vênh và chìm được ngăn chặn và độ ổn định kích thước của sản phẩm đúc được cải thiện. Ngoài ra, do khí nhiệt độ thấp được bơm vào nên thời gian làm mát được rút ngắn trừ khi sản phẩm có thành cực dày, do đó làm giảm thời gian chu trình.
Việc phun khí tạo ra cấu trúc rỗng trong sản phẩm đúc, làm giảm lượng nhựa trong sản phẩm đúc, dẫn đến giảm trọng lượng và cắt giảm chi phí. Tuy nhiên, lượng nhựa giảm có thể làm giảm độ bền và độ bền. Các thử nghiệm về độ bền và độ bền phải được tiến hành để xác nhận rằng sản phẩm đáp ứng các tiêu chuẩn chất lượng.
Đúc phun khí hỗ trợ được Asahi Kasei phát minh vào những năm 1970 và bùng nổ vào những năm 1990 khi các nhà sản xuất nước ngoài thâm nhập thị trường. Nó được sử dụng để sản xuất khung cho TV cỡ lớn và tấm cho máy điều hòa không khí, nhưng khi các sản phẩm đúc cỡ lớn được chuyển sang sản xuất ở nước ngoài, nhu cầu đúc phun khí trong nước đã giảm. Tuy nhiên, trong những năm gần đây, việc sử dụng phương pháp đúc này đã thu hút sự chú ý trở lại.

Mô phỏng cho thấy điều gì
■ Đặc tính dòng chảy của nhựa và khí
Trong quá trình ép phun có hỗ trợ khí, quá trình bơm và đổ đầy nhựa vào khuôn cũng giống như quá trình ép phun thông thường. Tuy nhiên, sau đó, quá trình đúc bao gồm việc phun khí và làm mát chứ không phải là quá trình giữ áp suất. Chúng tôi mô phỏng đường dẫn dòng chảy của nhựa và khí qua khuôn để xác minh xem chúng có được đúc đúng cách hay không.
■ Hình dạng rỗng
Bằng cách bơm khí vào sản phẩm đúc, sản phẩm sẽ trở nên rỗng. Khi khí được bơm vào các bộ phận có thành dày như gân, chúng tôi mô phỏng loại hình dạng rỗng (hình dạng thành dày) sẽ được hình thành và xác nhận rằng hình dạng rỗng được hình thành ở vị trí thiết kế.
■ Cong vênh
Một đặc điểm của việc phun khí là khi khí được bơm vào sản phẩm đúc, ứng suất dư sẽ giảm do sự làm mát do khí đi qua sản phẩm đúc. Điều này cải thiện độ ổn định kích thước khuôn và loại bỏ hiện tượng cong vênh. Chúng tôi so sánh và xác minh mức độ cải thiện cong vênh thông qua phân tích cong vênh.
■ Dấu chìm
Giống như trong trường hợp cong vênh, việc giảm ứng suất dư sẽ ngăn ngừa vết lõm. Thực hiện phân tích điểm chìm và mô phỏng các kết quả được cải thiện. Điều này đặc biệt hiệu quả đối với các sản phẩm đúc lớn.
Thiết kế tối ưu sử dụng mô phỏng
Trong quá trình ép phun có hỗ trợ khí, việc mô phỏng tác động của khí có thể giúp tạo ra một thiết kế hiệu quả và tối ưu hơn. Điều quan trọng là phải hiểu cơ chế phun khí và phản ánh nó trong thiết kế.
■ Kênh dẫn khí
Kênh khí là đường dẫn khí. Hình dạng rỗng hình thành trong sản phẩm đúc bị ảnh hưởng bởi kênh khí này. Làm thế nào khí chảy vào thành mỏng của sản phẩm đúc? Cách khí chảy vào các khu vực có thành mỏng, độ dày của kênh dẫn khí và thành của sản phẩm đúc có phù hợp hay không và trọng lượng của sản phẩm đúc có phù hợp hay không đều được kiểm tra và phản ánh trong thiết kế.
■ Lối vào polyme và khí
Các chất khí có xu hướng di chuyển từ nơi có áp suất cao đến nơi có áp suất thấp. Đầu vào khí phải được bố trí sao cho khí chảy đúng vào sản phẩm đúc và điểm cuối của đường dẫn khí ở áp suất thấp nhất. Khí vào có thể là vòi phun hoặc được bơm trực tiếp vào đường dẫn hoặc khuôn.
■ Thời gian dòng khí vào
Quá trình phun khí bắt đầu khi kết thúc quá trình phun nhựa, nhưng thời gian lưu cũng có thể được đặt sau khi nhựa được đổ đầy.
■ Vị trí thông gió
Vị trí thông hơi có thể được chỉ định ở cuối kênh dẫn khí. Thông hơi cho phép khí hoặc nhựa thoát ra khỏi khoang. Điều này cho phép khí chảy sâu hơn vào sản phẩm đúc. Nhựa tràn ra từ lỗ thông hơi có thể cần phải được cắt bỏ sau khi đúc.
■ Nhiệt độ khuôn
Đúc phun hỗ trợ bằng khí phun khí làm mát, giúp rút ngắn thời gian làm mát. Vì vậy, cần phải kiểm soát nhiệt độ khuôn bằng cách tính đến lượng khí làm mát. Thời gian và nhiệt độ làm mát khuôn tối ưu được thiết lập.

Luồng phân tích
Luồng phân tích phun hỗ trợ khí sử dụng CAE sẽ được giải thích.
1. Thiết lập quy trình đúc (Gas-assited Spray)
Sau khi tạo lưới cho mô hình sản phẩm đúc (Hình 1), quy trình đúc (phun khí) được chọn (Hình 2). Việc lựa chọn quy trình đúc thích hợp là rất quan trọng để đảm bảo độ chính xác của mô phỏng.
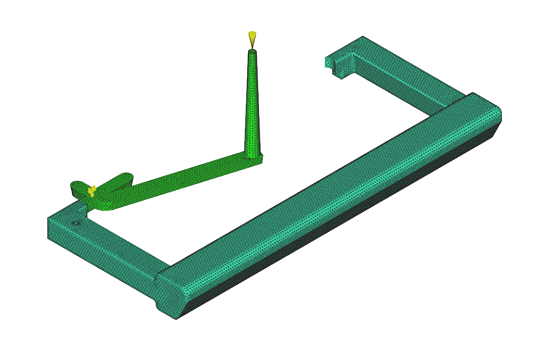 Hình 1 Ví dụ về mô hình lưới của sản phẩm đúc
Hình 1 Ví dụ về mô hình lưới của sản phẩm đúc
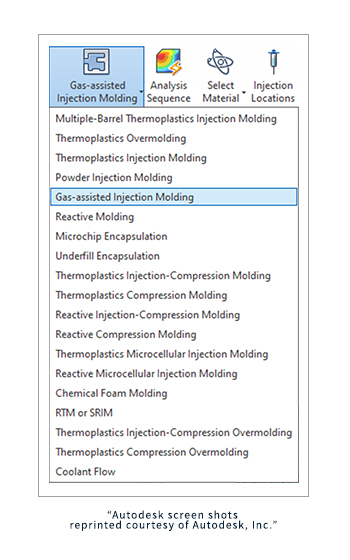 Hình 2 Màn hình thiết lập quy trình đúc
Hình 2 Màn hình thiết lập quy trình đúc
2. Mô hình hóa kênh khí
Phân tích làm đầy và duy trì áp suất để phun khí đòi hỏi phải lập mô hình khu vực mà khí đi qua (kênh khí). Điều quan trọng là phải dự đoán chính xác lưu lượng khí trong phân tích.
3. Tạo lưới cho mô hình
Các kênh khí được chia lưới theo tỷ lệ chiều rộng và độ dày của chúng. Sau khi lưới được tạo và sửa đổi, việc đánh giá được thực hiện để xác định xem lưới có phù hợp để phân tích hay không.
4. Mô hình hóa các kênh làm mát khuôn
Trong quá trình ép phun có hỗ trợ khí, khí đã làm mát được bơm vào nhựa nóng chảy, làm tăng hiệu quả làm mát. Mô hình ống làm mát phải tính đến các kênh khí.
5. Lựa chọn vật liệu và cài đặt vị trí tiêm
Đặt loại vật liệu sẽ được sử dụng và vị trí cổng.
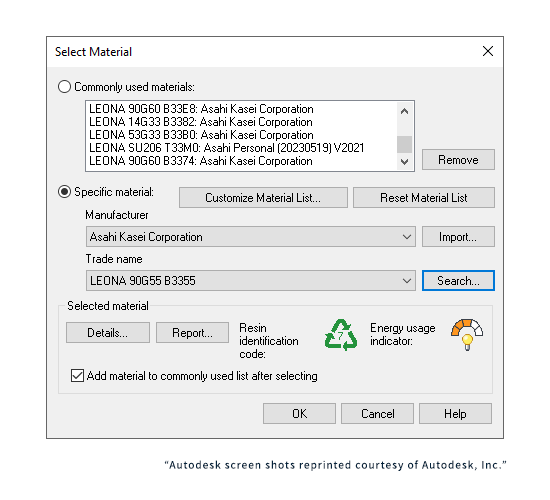 Hình 3 Màn hình lựa chọn vật liệu
Hình 3 Màn hình lựa chọn vật liệu
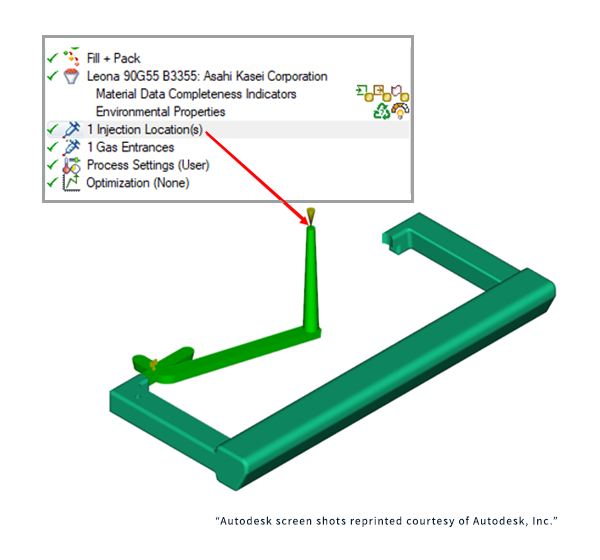 Hình 4 Màn hình cài đặt vị trí cổng (vị trí tiêm)
Hình 4 Màn hình cài đặt vị trí cổng (vị trí tiêm)
6. Cài đặt lối vào khí
Chọn xem khí được phun trực tiếp vào sản phẩm đúc hay qua vòi phun hoặc đường dẫn của sản phẩm đúc. Nếu khí được bơm trực tiếp vào sản phẩm đúc, hãy chọn vị trí lối vào. Có thể thiết lập một hoặc nhiều điểm vào khí.
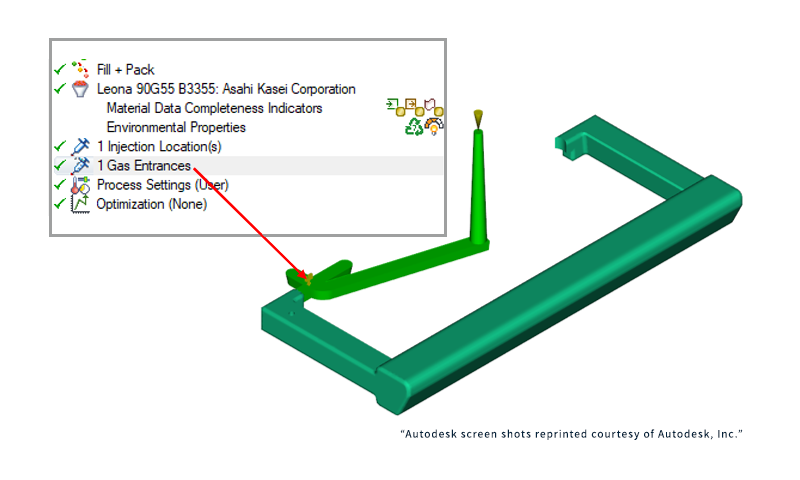 Hình 5 Màn hình cài đặt lối vào khí
Hình 5 Màn hình cài đặt lối vào khí
7. Cài đặt vị trí thông gió
Để đặt lỗ thông hơi, hãy đặt nó ở cuối kênh dẫn khí.
8. Thiết lập quy trình
・ Cài đặt điều kiện phun polymer
Thiết lập các điều kiện bằng cách tính đến kết quả mô phỏng ảnh hưởng của việc phun khí từ 1 đến 7.
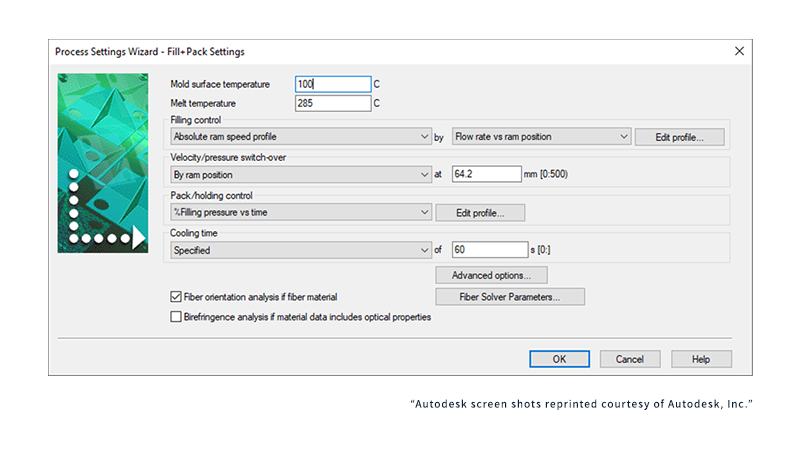 Hình 6 Màn hình cài đặt điều kiện phun polymer
Hình 6 Màn hình cài đặt điều kiện phun polymer
・Cài đặt điều kiện phun có hỗ trợ khí
Khí được điều khiển bởi thể tích hoặc áp suất đặt trước. Trong trường hợp điều khiển âm lượng, một thể tích khí đặt trước sẽ được bơm vào và áp suất bên trong của khí được duy trì trong quá trình giữ áp suất để bù cho sự co rút thể tích. Khi đó áp suất bên trong của khí giảm.
Trong trường hợp kiểm soát áp suất, nó có thể được kiểm soát từng bước hoặc theo biên dạng trong quá trình phun và giữ áp suất.
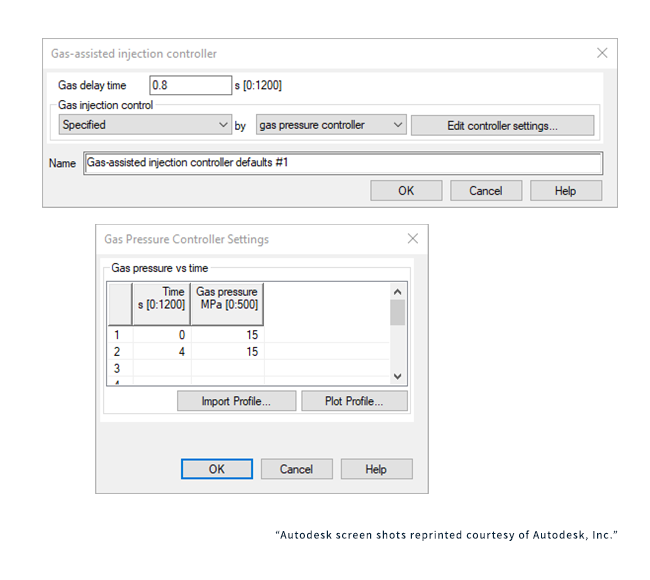 Hình 7 Màn hình cài đặt tình trạng phun có hỗ trợ khí
Hình 7 Màn hình cài đặt tình trạng phun có hỗ trợ khí
9. Cài đặt làm mát khuôn
Nhiệt độ và thời gian làm mát khuôn được thiết lập có tính đến ảnh hưởng của hiệu quả làm mát khí. Làm mát hiệu quả góp phần giảm đáng kể thời gian chu kỳ đúc.
10. Đánh giá đầu ra
Dựa trên kết quả phân tích, chúng tôi đánh giá kết quả, phản ánh chúng trong thiết kế và thay đổi các điều kiện.
Dưới đây là một ví dụ về phân tích phun khí.
Phân tích ép phun có hỗ trợ khí được thực hiện trên một sản phẩm đúc có hình dạng tay cầm.
Hình dạng rỗng của sản phẩm đúc thực tế được so sánh với kết quả mô phỏng.
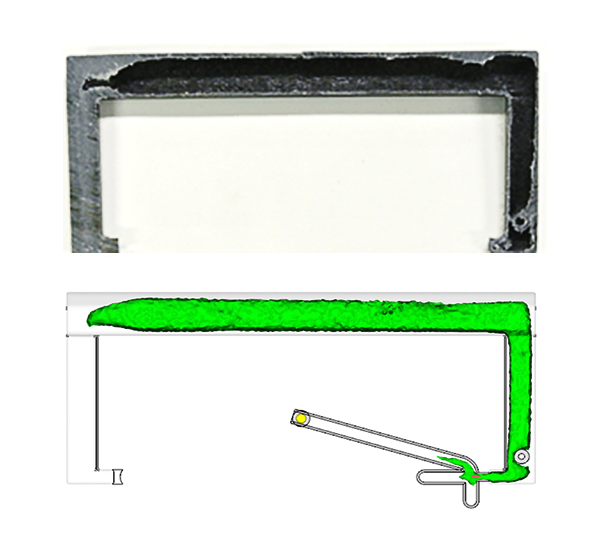 Hình 8 So sánh hình dạng rỗng giữa sản phẩm đúc thực tế và mô phỏng
Hình 8 So sánh hình dạng rỗng giữa sản phẩm đúc thực tế và mô phỏng
Không có sự khác biệt đáng kể giữa sản phẩm thực tế và kết quả phân tích, cho thấy mô phỏng đã được thực hiện đúng.
Bản tóm tắt
Phun có hỗ trợ khí là một kỹ thuật có phạm vi ứng dụng rộng rãi, không chỉ để giảm các khuyết tật trên sản phẩm đúc mà còn vì những ưu điểm của nó như giảm trọng lượng và tiết kiệm chi phí. Tuy nhiên, cần phải hiểu chính xác tác dụng của việc phun khí lên quá trình ép phun và thiết lập các điều kiện đúc. Để tối đa hóa hiệu quả của việc phun khí hỗ trợ, nên sử dụng phân tích CAE; thiết lập điều kiện thích hợp trong phân tích CAE là rất quan trọng để có được kết quả mô phỏng chính xác.
次回は「繊維強化樹脂における配向」についてご説明します。

Để biết thêm thông tin về CAE, vui lòng liên hệ với chúng tôi.
CAE tải xuống slide

Nghiên cứu trường hợp ứng dụng CAE

Dịch vụ CAE
Người khác








Thông tin liên quan



