Product
Excellent self-lubricating nature, fatigue behavior, and oil resistance. It is used in gears, bearings, automotive interiors and medical parts.
![]()
For inquiries regarding SDS and various chemical substance surveys, please submit your request through your trading company or other purchasing route.
We appreciate your understanding and cooperation.
PIM is a technique for manufacturing miniature high-precision metallic or ceramic components. In PIM, a metallic or ceramic powder is first blended with a binder, then injection molded, processed to remove binder components, and sintered.
PIM was developed in the U.S. during the 1970s as an advanced approach to powder metallurgy for manufacturing metal components; the technique combined conventional methods of powder metallurgy with injection-molding techniques for plastics. The traditional approach to powder metallurgy, known as press molding, involved inserting metal powders into molds and could only produce components with relatively simple shapes. In contrast, PIM fabricates metal components according to the same principles used in injection molding, allowing mass production of complex-shaped components.

Among the various types of resin used as PIM binders, polyacetal (also known as polyoxymethylene or POM) has a number of particularly valuable properties: it is easily processed, offers high dimensional stability and high mechanical strength, and exists as a crystalline resin with many physical properties that remain stable over a range of temperatures extending up to the melting point. These properties of POM make it the primary choice for injection modeling of precision resin components such as gears—and carry over directly to the PIM domain when POM is used as a binder.
Asahi Kasei offers suitable binder products for both catalytic debinding and thermal debinding in powder injection molding (PIM).
In addition to binder resins for catalytic debinding, we have developed an all-in-one binder suitable for heat degreasing in metal injection molding (MIM).
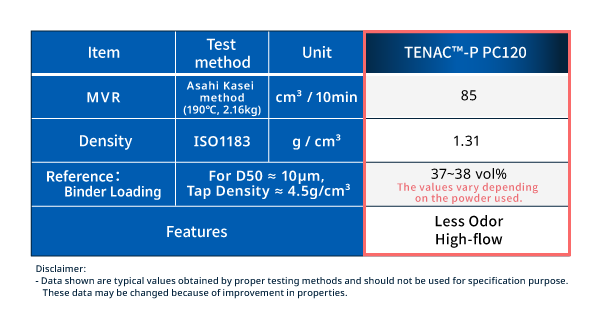
TENAC™- P PC120 is a grade developed as an all-in-one binder suitable for catalytic debinding in metal injection molding (MIM).

Utilizing Asahi Kasei 's design capabilities for polyacetal resin, we have developed a grade with excellent fluidity that is suitable for catalytic debinding and can be applied to small parts such as smartphones.
It is pre-blended with additives, which are important intermediates in the MIM process, so feedstock can be created simply by mixing it with metal powder.
TENAC™- P PC120 offers extremely high flowability while maintaining the mechanical properties characteristic of POM. When used as a PIM binder, it contributes to improved moldability—particularly effective for thin-walled, small, or multi-cavity molded parts.
For more information or to request samples of TENAC™-P PC120, please contact us.
Using our alloying technology, multiple types of resins are aggregated and dispersed to reduce voids and residues in sintered parts.
This binder is suitable for thin shaped parts and medical parts.
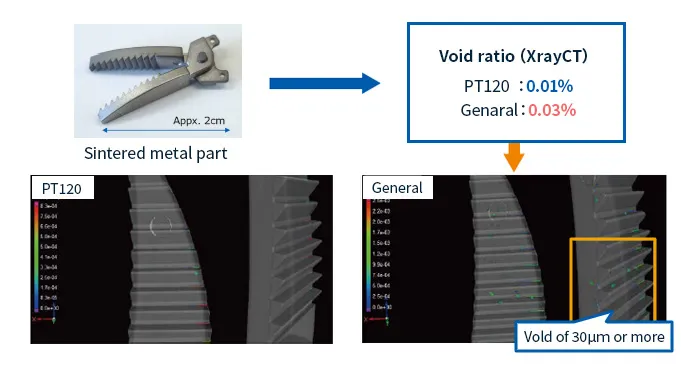
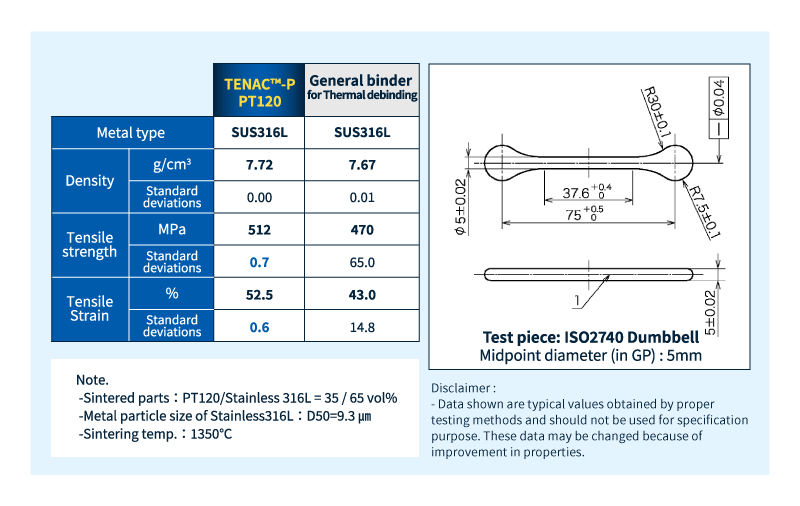
TENAC™-P PT120 is a grade developed as an All-in-one binder suitable for thermal debinding in metal injection molding(MIM).
As shown in the table below, sintered compacts made with TENAC™-P PT120 have high mechanical properties. High quality sintered compacts can be obtained with little variation in mechanical strength.
If you require more detailed information or samples of TENAC™-P TT120, please contact us from below.
TENAC™ -C FF520 and FF52P are ultra-high flow polyacetal copolymers developed as binder resins for powder injection molding (PIM).

Polyacetal (POM) is commonly used as a resin constituent of PIM binders due to the high strength of POM itself and its ability to decompose with no residue under application of acid or heat.
TENAC™ -C FF520 and FF52P have extremely high flowability while maintaining the excellent mechanical properties of POM.
General Properties of TENAC™-C FF520 and FF52P and each resin
| Item | Test Methods | Unit | TENAC™-C FF52P |
TENAC™-C FF520 |
TENAC™-C 7520 |
HDPE* | PP* |
|---|---|---|---|---|---|---|---|
| Meltmass flow rate (190℃, 2.16kg) |
ISO 1133 | g/10min | 120 | 120 | 30 | 40 | 75 (at 230℃) |
| Density | ISO 1183 | g/cm3 | 1.41 | 1.41 | 1.41 | 0.96 | 0.90 |
| Melting point | DSC | ℃ | 165 | 165 | 165 | 133 | 162 |
| Incineration residue | TGA 500℃, under N2 |
% | 0 | 0 | 0 | 0.5 | 0 |
| Modulus of elasticity in tension | ISO 527-1 | MPa | 2840 | 2840 | 2800 | 1000 | 1400 |
| Elastic modulus in bend | ISO 178 | MPa | 2810 | 2810 | 2600 | 1000 | 1300 |
| Charpy impact strength (notched) |
ISO 179 | kJ/m2 | 3 | 3 | 5 | 2.5 | 2 |
| Deflection temperatureunder load (0.45MPa) |
ISO75 | ℃ | 156 | 156 | 156 | 67 | 100 |
| Shape | – | – | Powder d50≒500㎛ |
Pellet | Pellet | Pellet | Pellet |
| emarks | Ultra-high flow | Ultra-high flow | Ultra-high flow | Reference value | Reference value |
*Indicates the reference values for the grades used in PIM.
Please consider TENAC™ -C FF520 and FF52P to solve your problems.
For more information, please see the download below.
PIM encompasses both metal injection molding (MIM), based on metallic powders, and ceramic injection molding (CIM), based on ceramic powders; the both processes are nearly identical in practice.
A typical PIM process, here assuming the use of a metallic powder (MIM) as an example, proceeds as follows.
First, the metallic powder is blended with a binder (plastic + wax) to yield a uniform mixture, which is compounded into feedstock with good formability properties. The pelletized feedstock is then molded by an injection-molding machine, just like typical plastics. The resulting molding parts are heated and treated with solvents, catalysts, and other agents to remove binders, then finally sintered in a furnace to yield high-precision metal components. The molding parts obtained immediately following injection molding contain some concentration of binder resins, but these components are eliminated by the binder-removal and sintering steps, ultimately producing metallic bodies with complicated three-dimensional shapes similar to that of plastic injection molding.

PIM is a processing technique capable of addressing a broad and expanding range of needs, including the production of precision instruments, electrical and communication devices, automotive components, and medical devices. PIM essentially forms metallic components via the same procedure used to manufacture plastics and has the following key features.
Resins used as PIM binders must satisfy several practical requirements.

Product
Excellent self-lubricating nature, fatigue behavior, and oil resistance. It is used in gears, bearings, automotive interiors and medical parts.

Case Studies

Case Studies
Please feel free to contact us with any questions regarding our products and technologies, or if you would like to request samples.
We will provide a more detailed introduction to Asahi Kasei 's engineering plastics products and technologies.
We will regularly deliver product and industry information. Please use this for your information gathering.
