


インタビュー

![]()
SDS・各種化学物質調査のお問い合わせは
お取引商社様経由など
購入ルートに沿ってのご依頼をお願いしております。
ご了承とご協力のほどお願いいたします。


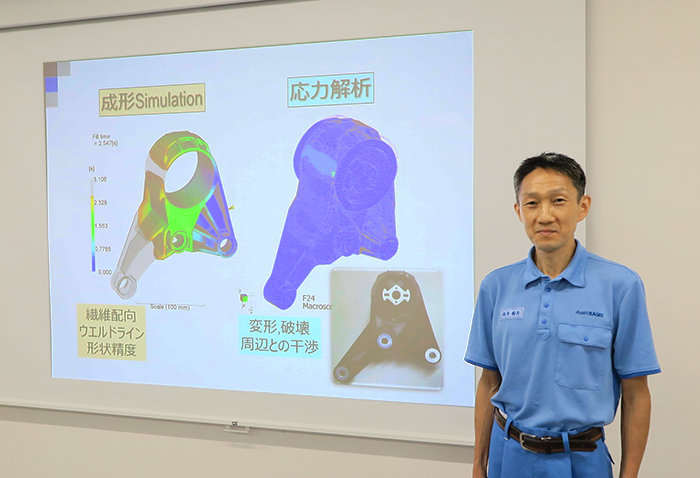
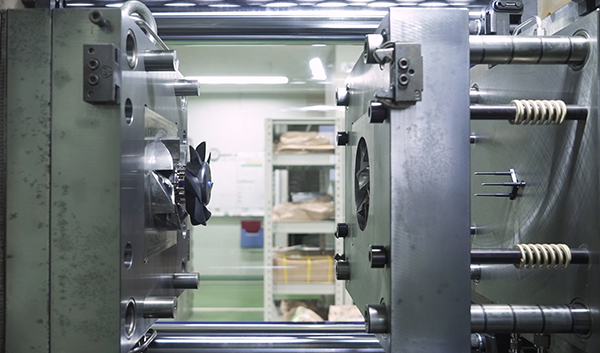
設計 → 検証をスピードアップ
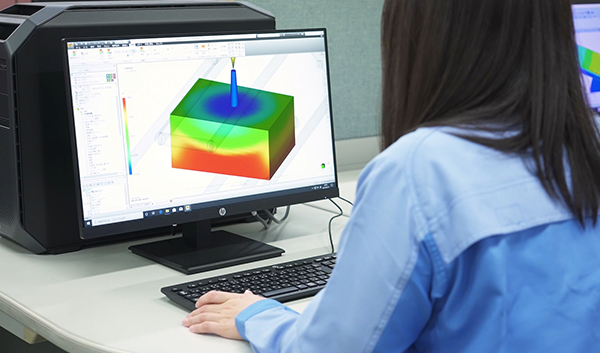
旭化成のCAE解析技術
部品設計やグレード選定のサポート、各種データの提供なども行っております。


各拠点の現地スタッフがお客様の製品開発をサポートいたします。
China
技術サポートに関するご質問やご要望はこちらから

インタビュー

技術・製品紹介

プレスリリース